
Three-dimensional (3D) printing is the most recent thing that everyone who loves interactive technology that is easier to use is excited about. Scientists and engineers have been using the wonderful technology since the year 1983 and they are still using it today.
In the year 1983, an American engineer, Charles (Chuck) Hull, created the first 3D printer and named it the SLA machine. SLA stands for Stereolithography apparatus.
In the 2D printing world, the number of printing processes and printers is high and that applies to the 3D printing world too. During the production, manufacturers consider various things to decide on the type of printer or printing processes to develop.
They have to consider the cost of the printer, the printing quality, the printing speed, capability of the printer, user expectations, and practicality. Some of the available printers can only print text while others print graphics and text.
The materials and technologies manufacturers employ and how the printer extrudes the ink to papers highly vary.
3D printers are smarter but unlike the 2D printers, they provide a wide range of options including the materials, quality, and price. Here are the main types of 3D printers to expect in the market today.
Stereolithography (SLA)
Stereolithography (SLA) is known to be the first 3D technology in the world. The stereolthology laser melting technology came into being in the year 1986 after Chuck Hull filed the patent on this technology and started 3D Systems as a way of commercializing the 3D printing machine.
People who go for this type of 3D printing are more serious about precision and accuracy. The machine can print objects from 3D CAD data or computer-generated files within a few hours. The machines are more popular due to their exactness and fine details.
Any 3D machine that uses the technology produces unique patterns, models, prototypes and production parts. They work by changing liquid photopolymers – special types of plastic – to solid 3D objects by layering one layer after the other. The machine has to start by heating the plastic to change into the semi-liquid form.
After that, the plastic hardens on the contact. The printer uses ultraviolet laser guided by X and Y scanning mirrors to construct every layer. The machine has a recoater that has to move across the surfaces before every printer to ensure that the resin layers spread evenly across the objects.
A print cycle continues to build the 3D objects in that manner from bottom to the highest point. After completion, the printer detaches the 3D object carefully from the platform. The 3D machines rely on a chemical bath to remove the excess resin. The technology is more economical than others are.
Digital Light Processing (DLP)
Digital Light Processing 3D processing machines employ technology similar to the SLA. The main difference is that the DLP flashes the image of every layer with a digital light projector after each layer is complete.
Because the projector is in the form of a digital screen, the image layers consist of square pixels that result in layers of rectangular blocks known as voxels. Unlike SLA, DLP achieves faster print times.
The machine uses light-emitting diode (LED) screens to project light onto a resin directed to build a surface from a Digital Micromirror Device (DMD). The DMD consists of many micro-mirrors that control the light projection and the generation of light patterns.
Fused Deposition Modelling (FDM)
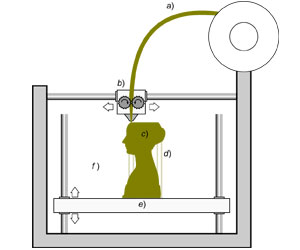
Material extrusion devices, known as Fused Deposition Modelling (FDM), are the commonest in the market. Some people also call them Fused Filament Fabrication (FFF). To work, a filament spool has to be loaded into the machine and then pass through the printer nozzle to the extrusion head.
The nozzle of this 3D printer has to be heated to the appropriate temperature and at the same time, a motor pushes this filament via the heated nozzle to melt it.
The printer moves its extrusion head along the specified coordinates while depositing the molten material on a build plate. The molten material cools down and solidifies to form an object.
After the molten material layering is complete, the 3D printer continues to lay down other layers. The process of cross-sections printing continues – the machine builds a layer after layer – until real object forms.
Depending on the object’s geometry, an addition of support structures is important. A quick example, if the created model has very steep overhanging parts, the support structures will be important.
Selective Laser Melting (SLM)
Selective Laser Melting (SLM) is another additive manufacturing method that facilitates easier creation of metal alloys. SLM prints metal alloys additively by combining metal powder particles in full melting process.
The machines create metal parts layer after layer and they fully melt the powder. The build chamber is usually full of inert gas to make the right melting conditions.
Selective Laser Sintering (SLS)
Dr. Carl Deckard, an American inventor, businessman, and teacher, created and then patented the Selective Laser Sintering (SLS) in the 1980s. 3D printing technology uses high power CO2 to fuse together powder particles. The printing machine can use other materials like ceramics, white nylon powder and glass apart from the laser sinters metal powder.
The machine has a bed or a platform that deposits incrementally with every successive laser scan. The process repeats layer after layer until the target object height develops. The machine uses other powders for un-sintered support when building to protect and surround the build.
The 3D objects do not need any other form of support during the construction. After printing, the user has to remove the un-sintered powders manually.
Electronic Beam Melting (EBM)
EBM founded a company known as Arcam AB in the year 1997 in Sweden. The 3D printing technology is similar to the SLM technology in that it relies on the powder fusion method. The difference between the two relates to the source of power.
The SLM uses a high-powered laser in a nozzle chamber or inert gas while the EBM sues high power electron beams in a vacuum. Apart from the source of power, the process is similar. EBM technology uses 3D metal parts to print and achieves complex geometries that are strong and dense.
Laminated Object Manufacturing (LOM)
Laminated Object Manufacturing (LOM) technology, from HelisysInc (the Californian Company is known as Cubic Technologies), is among the effective and more affordable 3D printing methods.
Michael Feygin, a United States engineer and pioneer of the 3D printed technologies patented LOM as a fast prototyping system that functions by laminating and fusing layers of paper and plastic using pressure and heat.
3D machines that use this technology have computer-controlled laser or blades that cut an object to the target shape. After each layer is complete, the machine’s platform moves downward by around 1/16th inch to create the next layer.
The printer has to pull another sheet of material across a substrate where a heated roller binds it. The main process continues until the three-dimensional part is complete.
The method of 3D printing might not be the most popular, but it has stood as one of the fastest. It is also among the most affordable when it comes to creating 3D prototypes.
The key reason behind that relates to the inexpensive materials – plastics and papers. The process can create very large printed objects and therefore it is popular among artists, architects, and product developers.
Material Jetting (MJ)
Material Jetting, simply known as MJ, is more like the standard inkjet printer. The main difference between the two is that unlike the standard inkjet printer, which prints single layers of ink, the material jetting technology builds multiple layers to make a solid object.
The 3D printers head jet deposits hundreds of tiny photopolymer droplets – drops a layer after the other one has dried – repeatedly to create the object.
The 3D machines are very different from the others that sinter, deposit or cure the build material using the point-wise deposition method. The Material Jetting deposits the build material in fast line-wise fashion and not a single point to follow the cross-sectional area path.
One benefit of the line-wise deposition relates to the fast fabrication of multiple objects in a line without any effect on the build speed. Objects made with the MJ method require support from a dissolvable material that the user has to remove in the post-processing stage. MJ makes objects from full-colour multi-materials.
Drop on Demand (DOD)
The Drop on Demand (DOD) 3D printing technology uses two inkjets. One inkjet deposits the building materials, which are generally wax-like materials, and the second one deposits the dissolvable support materials.
Just as you expect with the other types of 3D printing technologies, the DOD printers stick to predetermined paths so that they can deposit the material and make cross-sectional object area layer after layer.
The DOD printing technology also relies on fly-cutter to skim the build area after making each layer to ensure that the surface area is perfectly flat before starting another layer.
People use DOD printers to make create patterns that are ideal for the lost-wax investment or casting and some other mold-making applications.
Sand Binder Jetting
Binder jetting is a 3D manufacturing process that involves deposition of binding agents to join powder particles. The manufacturer then bonds the layer materials to make the object.
In Sand Binder Jetting, the manufacturers use polymer-binding agents to bind the powder. The method is very common in the modeling industry and in the production of sand-cast molds. People who need full-color models fabricate objects with PMMA or plaster-based powder in addition to liquid binding agents.
They use the first jet to deposit the binding agent and the second jet in color to allow the creation of full-colour models.
The binder printing technology uses two materials – the powder-based material and the binder. The binder works as the adhesive between the powder layer and it is usually in liquid form.
The print head moves along the x and y-axis (horizontally) of the machine and it deposits the material in alternating layers of the binding material and building material. After every layer, the machine lowers the object it is printing to the build platform.
Due to the binding method, the characteristics of the materials are not always ideal for structural parts and apart from the relative printing speed, the additional post-processing can be time-consuming.
As the other powder-based manufacturing methods, the object remains supported on the powder bed and the builder removes it from the unbound powder after the printing. A common name for the 3D printing is 3DP technology.
Metal Binder Jetting
Metal Binder Jetting is around 10 times more economical than the other metal 3D printing methods (SLM/DMSL). Even more, the Binder Jetting build size is larger and the produced parts do not require any structures for support during the printing.
That alone enables the creation of complicated geometries. The metal binder jetting is a better choice for the low-to-medium production of metal products.
The primary disadvantage of the metal Binder Jetting relates to the mechanical properties of the parts that are not ideal for the production of high-end applications.
However, material properties of each produced part are equivalent to the metal part produced with the Metal Injection Moulding, which is among the highly used manufacturing methods, particularly in the mass production of parts.
The parts of metal jetting require secondary processes after the printing, such as sintering or jetting to achieve good mechanical properties because the printed parts consist of metal parts bound with a polymer adhesive.
To benefit from infiltration, the manufacturer has to place the part in a furnace to burn the binder and leave voids. At that point, the material will be around 60 percent porous. They then use bronze to infiltrate those voids through capillary action. The result is usually good strength and low porosity.
In sintering, the manufacturer has to place the parts in a very high-temperature furnace after the printing to burn out the binder and bond the remaining metal parts together. That results in parts with lower porosity.
Bioprinting
Bioprinting is another type of additive manufacturing process that involves a combination of biomaterials such as growth factors to make tissue-like structures, which imitate the natural body tissues.
The bioprinting technology uses bio-inkmaterials to make the structures in layer after layer manner. The method is applicable in the medical and bioengineering fields. More recently, bioprinting technology facilitated the advancement of cartilage tissue production for use in regeneration and reconstruction.
Fundamentally, bioprinting technology works to link conventional 3D printing. Digital models become physical 3D objects layer after layer. However, in this type of 3D printing, the users use living cell suspensions instead of resins or thermoplastics.
For that reason, the users have to optimize and get an adequate printing resolution for the cell-matrix structure. They achieve that by keeping the printing conditions sterile.
That ensures accuracy in the complex tissues, correct output, and requisite cell-to-cell distances. The whole process generally consists of preparation, printing, maturation and the application.
Conclusion
3D printing technology and 3D printers have been advancing. The prices of the printers will continue falling as the processes and devices become more impressive.
You now know how the various types of 3D printers work. You also know the various materials 3D printers use and the various industries they support.


